
ENSEMBLE CLAPETS et ACCESSOIRES
Bien que le clapet/valve soit le moins coûteux des composants de l’ensemble vis/fourreau il est vital au bon fonctionnement du procédé d’injection. Par conséquent, il est très important d’utiliser un clapet/valve de haute qualité. Le vieil adage est généralement vrai dans ce cas, vous obtenez ce pour quoi vous payez. Les critères de qualité de Concor surpassent ceux de la SIP (Société des Ingénieurs du Plastique)
Vous trouverez sur cette page les sections suivantes :
-Clapets/valve
-Embouts de fourreau
-Buses et rallonges de buses
-Matière de purge Chem Trend
-Système de nettoyage de vis MaxiBlast
Vous trouverez sur cette page les sections suivantes :
-Clapets/valve
-Embouts de fourreau
-Buses et rallonges de buses
-Matière de purge Chem Trend
-Système de nettoyage de vis MaxiBlast
Clapets / valves pour Vis d'injection et extrusion plastique

ENSEMBLE CLAPET/VALVE - CONCOR VELOCI-T ™
Le Veloci-T ™ de Concor est spécialement conçu pour améliorer la commutation et l’étanchéité pour des matières peu visqueuses (ex.Nylon) et pour les matières chargées. Le Veloci-T ™ de Concor est fabriqué en acier CPM M4 offrant une grande résistance à la chaleur et à l’usure des portées et surfaces. Ce qui prolonge la durée de vie de l’équipement et réduit les coûts. Le Veloci-T ™ de Concor standard est conçu avec une course de déplacement optimum de la bague pour permettre l’utilisation la plus large des différents types de matières. Cependant si votre commutation ou coussin matière est instable, Concor propose une bague plus longue pour une commutation plus rapide et plus efficace.
- Une utilisation plus souple que les ensembles 4 pièces ou à bille
- Réduction de l'usure et de la dégradation des matériaux
- Idéal pour les matériaux sensibles au cisaillement tels que PC, ABS, PVC, car la bague se déplace librement
- La bague ne tourne pas avec la vis, ce qui prolonge la vie du fourreau
- La conception permet la transformation de différents matériaux. Souplesse pour un moulage ‘’sur mesure’’. Élimine les zones de stagnation ce qui réduit la dégradation de la matière.
- La bague est conçue pour être remplacée comme seule pièce d’usure, ce qui est simple et réduit les coûts.
Le Veloci-T ™ de Concor est spécialement conçu pour améliorer la commutation et l’étanchéité pour des matières peu visqueuses (ex.Nylon) et pour les matières chargées. Le Veloci-T ™ de Concor est fabriqué en acier CPM M4 offrant une grande résistance à la chaleur et à l’usure des portées et surfaces. Ce qui prolonge la durée de vie de l’équipement et réduit les coûts. Le Veloci-T ™ de Concor standard est conçu avec une course de déplacement optimum de la bague pour permettre l’utilisation la plus large des différents types de matières. Cependant si votre commutation ou coussin matière est instable, Concor propose une bague plus longue pour une commutation plus rapide et plus efficace.
- Une utilisation plus souple que les ensembles 4 pièces ou à bille
- Réduction de l'usure et de la dégradation des matériaux
- Idéal pour les matériaux sensibles au cisaillement tels que PC, ABS, PVC, car la bague se déplace librement
- La bague ne tourne pas avec la vis, ce qui prolonge la vie du fourreau
- La conception permet la transformation de différents matériaux. Souplesse pour un moulage ‘’sur mesure’’. Élimine les zones de stagnation ce qui réduit la dégradation de la matière.
- La bague est conçue pour être remplacée comme seule pièce d’usure, ce qui est simple et réduit les coûts.
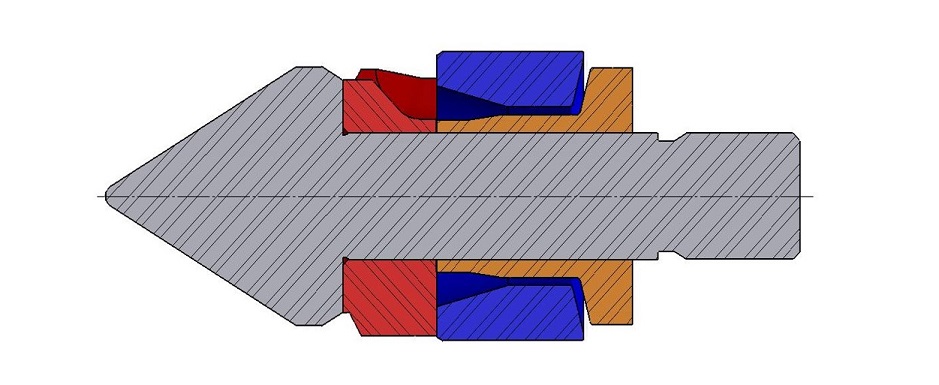
Clapets indexés:
La torpille et la bague sont indexées, comme les créneaux d’un château fort. La bague est constamment indexée avec la torpille et tourne avec la vis. Cet ensemble est très courant chez les fabricants d’origine en Asie.
La torpille et la bague sont indexées, comme les créneaux d’un château fort. La bague est constamment indexée avec la torpille et tourne avec la vis. Cet ensemble est très courant chez les fabricants d’origine en Asie.

Valve 4 pièces :
Dans cette conception, la portée avant est séparée et cette pièce d’usure est remplaçable. La bague vient faire contact sur la portée avant plutôt que sur la torpille. La pièce est disponible en carbure ou en céramique. Ce modèle est général trop restrictif avec les matériaux chargés.
Dans cette conception, la portée avant est séparée et cette pièce d’usure est remplaçable. La bague vient faire contact sur la portée avant plutôt que sur la torpille. La pièce est disponible en carbure ou en céramique. Ce modèle est général trop restrictif avec les matériaux chargés.
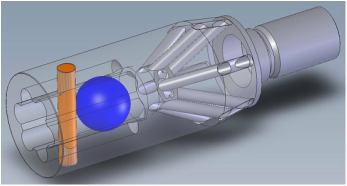
Valve a bille :
Cette conception utilise une bille d’étanchéité. La conception permet une injection frontale ou latérale.
- Commutation et étanchéité précise et constante
- Bon pour les PP, PE, PS, nylon. Souvent utilisé avec de plus grandes presses (plus de 1000 T)
Cette conception utilise une bille d’étanchéité. La conception permet une injection frontale ou latérale.
- Commutation et étanchéité précise et constante
- Bon pour les PP, PE, PS, nylon. Souvent utilisé avec de plus grandes presses (plus de 1000 T)
Embouts de Fourreau
Concor fabrique des embouts de fourreau à partir d’alliage haute qualité, chromé ou nitruré, avec les surfaces polies à 8-16 RMS ou mieux.
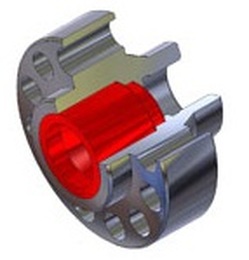
Notre embout de fourreau avec Insert Concor procure un résultat optimum. La meilleure résistance aux pressions internes, ainsi que la meilleure résistance à l’usure et à la corrosion. L’insert peut être fabriqué dans différents aciers selon la demande du client. Les plus communs sont D2, CPM10V et 20 CV. Les aciers inoxydables et Hastelloy sont souvent utilisés dans les environnements propices à la corrosion.
L’insert est facilement remplaçable pour une fraction du prix d’un embout de fourreau neuf.
Le polissage de haute qualité est très important, sans quoi l’acier se dégraderait plus rapidement. Ces particules métalliques termineraient leur chemin dans le moule créant dommages et rejets de production. La distance entre la torpille et l’embout de fourreau est aussi un facteur important. Nous faisons notre maximum afin d’éviter les risques de dégradation.
Notre embout de fourreau avec Insert Concor procure un résultat optimum. La meilleure résistance aux pressions internes, ainsi que la meilleure résistance à l’usure et à la corrosion. L’insert peut être fabriqué dans différents aciers selon la demande du client. Les plus communs sont D2, CPM10V et 20 CV. Les aciers inoxydables et Hastelloy sont souvent utilisés dans les environnements propices à la corrosion.
L’insert est facilement remplaçable pour une fraction du prix d’un embout de fourreau neuf.
Le polissage de haute qualité est très important, sans quoi l’acier se dégraderait plus rapidement. Ces particules métalliques termineraient leur chemin dans le moule créant dommages et rejets de production. La distance entre la torpille et l’embout de fourreau est aussi un facteur important. Nous faisons notre maximum afin d’éviter les risques de dégradation.
BUSES et RALLONGES de BUSSES
Concor
fabrique des buses et rallonges de buse ‘’sur mesure’’
- selon besoins spécifiques
- spécialisé dans l’acier pour moulage de pièces médicales
- Polissage haute qualité
- selon besoins spécifiques
- spécialisé dans l’acier pour moulage de pièces médicales
- Polissage haute qualité

|

|

|
Matiere de Purge ChemTrend
|
Concor fournit la matière de purge ChemTrend. (Voire les détails techniques ci-dessous)
- Non abrasif ou corrosif - Sans risque, faible odeur ou fumée - Efficace et économique - Minimise le taux de rejet et les temps d’arrêt de production - Prêt a l’emploi - Conçu pour le nettoyage de l’ensemble vis/fourreau - Facile à utiliser - Sans risque pour les systèmes à canaux chauds. |

|
Concor
fournit la matière de purge ChemTrend. (Voire les détails techniques
ci-dessous)
- Non abrasif ou corrosif
- Sans risque, faible odeur ou fumée
- Efficace et économique
- Minimise le taux de rejet et les temps d’arrêt de production
- Prêt a l’emploi
- Conçu pour le nettoyage de l’ensemble vis/fourreau
- Facile à utiliser
- Sans risque pour les systèmes à canaux chauds.
Mélanges de purge disponibles pour injection, extrusion, soufflage et soufflage de film.
Moulage par injection:
LUSIN CLEAN G315: Les matériaux avec un faible indice de fluidité. Intérieur d’automobile, pare-chocs.
LUSIN CLEAN G320: Formulé pour les matériaux de précision. Matière avec un indice de fluidité supérieur à 15. Injection de pièces techniques de précision.
LUSIN CLEAN G410: Développé pour purger les matières hautes températures. Matériaux transformés jusqu'à 770° F. Idéal pour purger PEEK, PSU, ULTEM, etc.
LUSIN CLEAN G410: Développé spécifiquement pour le polycarbonate. Élimine les traces laiteuses et traces noires. Compatible pour d’autres matériaux.
LUSIN CLEAN OH 311: Formulé pour les matériaux de précision. PVC jusqu'à 300° C / 572° F.
LUSIN CLEAN G295C: Concentré en granulés. Développé spécifiquement pour les bouchons en PE. Pour des températures de moulage allant jusqu'à 295° C / 563° F.
Moulage par extrusion:
LUSIN CLEAN G315: Pour production des polyoléfines (PP, PE, TPO). Matériaux avec un faible indice de fluidité. Intérieur d’automobile, pare-chocs.
LUSIN CLEAN G320: Formulé pour les matériaux de précision. Matière avec un indice de fluidité supérieur à 15. Injection de pièces techniques de précision.
LUSIN CLEAN G410: Développé pour purger les matières hautes températures. Matériaux transformés jusqu'à 770° F. Idéal pour purger PEEK, PSU, ULTEM, etc.
LUSIN CLEAN G300: Polymères techniques. PVC. Jusqu'à 300° C / 572° F.
LUSIN CLEAN G301: Polyoléfines. Jusqu'à 300° C / 572° F.
LUSIN CLEAN OH 311: Formulé pour les matériaux de précision. PVC jusqu'à 300° C / 572° F.
Soufflage :
LUSIN CLEAN G300: Polymères techniques. PVC. Jusqu'à 300° C / 572° F.
LUSIN CLEAN G301: Polyoléfines. Jusqu'à 300° C / 572° F. Conforme NSF pour requis H2.
Soufflage de film :
LUSIN CLEAN LD250: Pas d’arrêt de production. Pas nécessaire de changer de filtre. Températures de production allant jusqu'à 250° C / 482° F
- Non abrasif ou corrosif
- Sans risque, faible odeur ou fumée
- Efficace et économique
- Minimise le taux de rejet et les temps d’arrêt de production
- Prêt a l’emploi
- Conçu pour le nettoyage de l’ensemble vis/fourreau
- Facile à utiliser
- Sans risque pour les systèmes à canaux chauds.
Mélanges de purge disponibles pour injection, extrusion, soufflage et soufflage de film.
Moulage par injection:
LUSIN CLEAN G315: Les matériaux avec un faible indice de fluidité. Intérieur d’automobile, pare-chocs.
LUSIN CLEAN G320: Formulé pour les matériaux de précision. Matière avec un indice de fluidité supérieur à 15. Injection de pièces techniques de précision.
LUSIN CLEAN G410: Développé pour purger les matières hautes températures. Matériaux transformés jusqu'à 770° F. Idéal pour purger PEEK, PSU, ULTEM, etc.
LUSIN CLEAN G410: Développé spécifiquement pour le polycarbonate. Élimine les traces laiteuses et traces noires. Compatible pour d’autres matériaux.
LUSIN CLEAN OH 311: Formulé pour les matériaux de précision. PVC jusqu'à 300° C / 572° F.
LUSIN CLEAN G295C: Concentré en granulés. Développé spécifiquement pour les bouchons en PE. Pour des températures de moulage allant jusqu'à 295° C / 563° F.
Moulage par extrusion:
LUSIN CLEAN G315: Pour production des polyoléfines (PP, PE, TPO). Matériaux avec un faible indice de fluidité. Intérieur d’automobile, pare-chocs.
LUSIN CLEAN G320: Formulé pour les matériaux de précision. Matière avec un indice de fluidité supérieur à 15. Injection de pièces techniques de précision.
LUSIN CLEAN G410: Développé pour purger les matières hautes températures. Matériaux transformés jusqu'à 770° F. Idéal pour purger PEEK, PSU, ULTEM, etc.
LUSIN CLEAN G300: Polymères techniques. PVC. Jusqu'à 300° C / 572° F.
LUSIN CLEAN G301: Polyoléfines. Jusqu'à 300° C / 572° F.
LUSIN CLEAN OH 311: Formulé pour les matériaux de précision. PVC jusqu'à 300° C / 572° F.
Soufflage :
LUSIN CLEAN G300: Polymères techniques. PVC. Jusqu'à 300° C / 572° F.
LUSIN CLEAN G301: Polyoléfines. Jusqu'à 300° C / 572° F. Conforme NSF pour requis H2.
Soufflage de film :
LUSIN CLEAN LD250: Pas d’arrêt de production. Pas nécessaire de changer de filtre. Températures de production allant jusqu'à 250° C / 482° F
Système de nettoyage de Vis MAXIBLAST
|
Le nettoyage des vis d’injection ou d’extrusion peut s’avérer être une opération très coûteuse pour plusieurs raisons. Tout d’abord c’est une démarche manuelle lente, il faut brûler le plastique, généralement sans système de ventilation adapté, qui peut produire des gaz dangereux si inhalés. Ensuite, la précieuse vis est souvent frottée a l’aide d’une brosse métallique afin d’éliminer les résidus de plastiques pris dans les filets ce qui peut endommager le métal. Pour terminer, ce procédé prend beaucoup de temps et coûtera ultimement de nombreuses heures d’arrêt machine.Maxi-Blast Inc., of South Bend, Indiana ont développé un nouveau procédé de nettoyage de vis. Ils ont inventé un système de sablage en utilisant une poudre plastique non-abrasive pour nettoyer les vis. Les particules de plastique sont soufflées sous pression sur la vis, éliminant rapidement les résidus de plastique. Tout cela sans endommager la vis. Ce qui est d’autant plus remarquable c’est de pouvoir nettoyer la plupart des vis en moins de 30 minutes! Ce qui permet de sauver en temps d’opération et des milliers de dollars tout en éliminant les risques de dommages sur la vis. |

|

|
Avant de pouvoir nettoyer la vis avec le système de nettoyage Maxi-Blast, le mouleur devra d’abord démonter la vis et enlever le plus gros du plastique à l’aide d’une lame. Parfois le mouleur choisira de purger sa machine avec une matière de purge avant de démonter la vis. La vis est ensuite placée sur un support roulant spécialement conçu à cet effet, et poussée à l’intérieur du système Maxi-Blast. Il suffit ensuite de ‘’sabler’’ la vis avec les particules non-abrasives. Tout cela se fait en toute sécurité à l’intérieur de la cabine d’acier.
Un nettoyage de votre vis peut être offert gratuitement. Vous pouvez nous envoyer votre vis et nous filmerons le procédé de nettoyage, ou, vous pouvez assister sur place au nettoyage et même le faire vous-même! Nous avons hâte de faire affaire avec vous! |
